
What is anodized aluminum and can it be coated? We examine the makeup of anodized aluminum and surface interaction with silicon coatings. We also solve a coating mystery!
What is Anodized Aluminum and Can it be Coated ?
Anodization is an electrochemical oxidation process of the aluminum surface to produce a stable aluminum oxide (Al2O3) film that is much thicker than the native oxide film (a few nanometers) formed naturally on the surface of aluminum in ambient atmosphere. It is possible to silicon coat anodized aluminum.
|
In this blog post you will learn:
- About the surface morphology of anodized aluminum surfaces.
- About the application of silicon coatings to anodized aluminum surfaces.
- Why a silicon coated surface may not appear to be coated.
|
Background
SilcoTek’s CVD coating process can be applied to most aluminum alloys (except 5000-series). Coating anodized aluminum has shown great results as well. However, there have been a few instances where anodized aluminum parts appear visually “uncoated” (lacking the telltale colors), and it was not possible to measure any IR signal or coating thickness, indicating minimal measurable deposition on the surface of the parts. That posed a real mystery to our team. How could a coated part appear to be uncoated?
This blog post will discuss the impact of anodization and hard anodization on aluminum surface finish, and how they may affect the success of SilcoTek’s coating process.
Can SilcoTek coat my part? Go to our Material Compatibility Guide for a complete list of materials we can coat and can't coat.

The Aluminum Anodization Surface
The surface of anodized aluminum is known to exhibit two different morphologies: non-porous barrier-type oxide films and porous-type oxide films, depending mainly on the nature of the anodizing electrolyte. A simplified rule of thumb is that electrolytes in which the formed oxide film is completely insoluble produce non-porous barrier-type films, whereas electrolytes in which the formed oxide film is slightly soluble produce porous-type films.
Examples of non-porous include neutral boric acid solution, ammonium borate or tartrate aqueous solutions (pH 5-7), ammonium tetraborate in ethylene glycol, and several organic electrolytes including citric, malic, and glycolic acids. These electrolytes produce non-porous barrier films.
Examples of porous oxide films are numerous and used prevalently in commercial services, and include sulfuric, phosphoric, chromic, and oxalic acids at almost any concentration.1 These electrolytes produce porous (and much thicker) oxide films, and most of the anodized parts we receive fall into this category. Therefore, the following discussion will focus on this type of anodization.
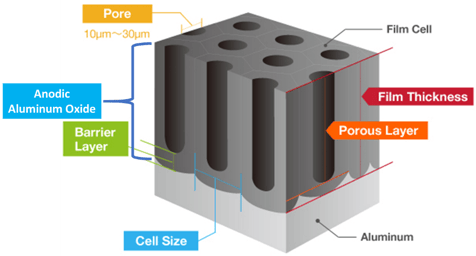
Figure 1: basic structure of anodizing aluminum oxide3
The basic structure of a porous anodized oxide film consists of two layers – a thin and dense non-porous barrier layer in direct contact with the aluminum metal, and a very porous outer layer with a columnar structure. The thickness of the barrier layer is less than 0.5-2% of the total oxide film thickness.2 A schematic illustration of the layers are shown in Figure 1 above.3
The Anodization Process
Aluminum anodization involves a dynamic competition between the oxide growth and simultaneous dissolution in the acidic electrolyte. The process is self-limiting because the formed oxide is non-conductive and impedes current flow when it reaches a certain thickness, at which point the oxide cannot outgrow the pace of its own dissolution, and the oxide will have reached an equilibrium thickness. To grow significantly thicker anodized oxide films, a technique called “hard anodization” was invented in the early 1960s. This technique is characterized by lower temperatures and higher current densities, which allow a high speed oxide growth (50-10 µm/hour) while reducing the oxide dissolution in the acid.4 The result is a thicker oxide film that is mechanically harder and more abrasion-resistant.
Figure 2 below shows SEM (scanning electron microscope) image comparison between anodized aluminum oxide surfaces formed by mild (i.e. conventional) anodization (MA) and hard anodization (HA).4 Hard anodization can be seen to create larger and deeper pores (pore depth is 110 µm for HA vs. 3.8 µm for MA).
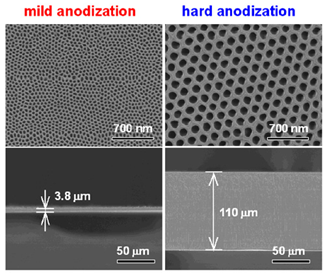
Figure 2: SEM comparison of anodic aluminum oxide surfaces formed by MA and HA4
Impact on SilcoTek’s Coating Process
Based on the discussions above, anodized aluminum is expected to have a porous surface finish. Therefore, the last step in the anodizing process is usually sealing (dyeing is an optional step to add colors to a finished piece and it takes place after anodization and before sealing). It's that sealing process that can affect the coating process.
Historically, sealing has been predominantly carried out by immersion in boiling-hot deionized/distilled water or steam. This treatment produces a crystalline hydrate phase (boehmite) which fills the pores, as illustrated in Figure 3.5 The high energy requirement of maintaining a hot sealing bath and the high water quality requirement of the hydrothermal sealing process have jointly driven developments of alternative mid-temperature and cold sealing processes. These processes utilize organic additives and metal salts as sealants to impregnate the pores. Teflon, nickel acetate, cobalt acetate, and hot sodium or potassium dichromate seals are commonly used.6,7
Sealing processes that result in large open pores in the anodized surface will significantly increase the surface area of the part. An extreme surface area will take up more of the silicon coating, resulting in a very thin coat when a standard thickness coating was planned.
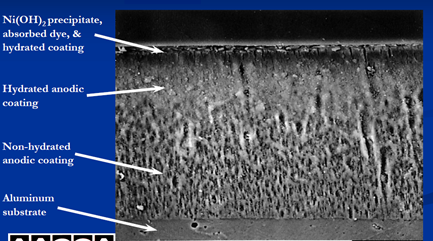
Figure 3: cross-sectional SEM view of a dyed and sealed anodic film5
A Coating Mystery Answered
So why do some coated parts appear to not be coated? Surface analysis solved the mystery. It all comes down to sealing the surface during the anodization process.
All anodized aluminum parts should be properly sealed to minimize pores to be compatible with SilcoTek’s coating process. Otherwise, the pores not only become traps for the cleaning solutions used in our surface preparation step (a step we use to clean parts before coating deposition), but also contribute to much larger surface areas that can consume all the process gases in our CVD process, and result in parts that appear uncoated.
Have a question about material compatibility or how to improve the corrosion resistance, chemical inertness, and material performance of your products? Get a free consultation with our Technical Service Team.

Contamination Potential of Anodized Surfaces
The impact of poorly-sealed anodization on our process or any high purity process may be extended to other parts in the same reaction vessel or process system, leading to thin coating and/or poor cosmetics (from outgassing of impurities caught in the pores). Hard anodization, due to the larger and deeper pores it creates, presents a higher risk of process contamination if not properly sealed.
In addition, any dyes or sealants used after anodization should be able to withstand high temperatures up to 450°C, if the parts are to be treated by SilcoTek (Teflon sealants should be avoided, for example). Our thermal CVD process brings parts to elevated temperatures in a vacuum chamber, so any decomposition/outgassing during the process has the potential to contaminate the whole reaction vessel.
If you're using anodized parts in contamination sensitive processes, the parts should be evaluated to confirm they won't contaminate your process. You may also ask "Are there byproducts from SilcoTek Coatings?" Learn more about that question in our next blog.
We encourage our customers to contact us if they have any questions regarding the compatibility of their parts. Have a question about how to improve the performance of your products and processes? Contact our Technical Service Team or follow us on LinkedIn.

References:
- Diggle, J. W.; Downie, T. C. and Goulding, C. W. “Anodic oxide films on aluminum” Chem. Rev. 1969, 69, 365.
- Lv, Y. “Research progress in formation mechanism of anodizing aluminum oxide” 1st IOP Conf. Series: Earth and Environmental Science 2017, 100, 012022
- http://125.206.173.248/global/aluminum/anodized-aluminum.html
- Lee, W.; Ji, R.; Gosele, U. and Nielsch, K. “Fast fabrication of long-range ordered porous alumina membranes by hard anodization” Nature Materials 2006, 5, 741.
- https://www.slideshare.net/AACOA/aluminum-anodizing
- https://en.wikipedia.org/wiki/Anodizing#Cleaning
- Ofoegbu, S. U.; Fernandes, F. A. O. and Pereira, A. B. “The sealing step in aluminum anodizing: a focus on
sustainable strategies for enhancing both energy efficiency and corrosion resistance” Coatings 2020, 10, 226.

